5 factores clave para garantizar la precisión en la fabricación de estampados
Para lograr una precisión de micrones en los matrices de estampado se requiere un control estricto de lascinco parámetros críticos:
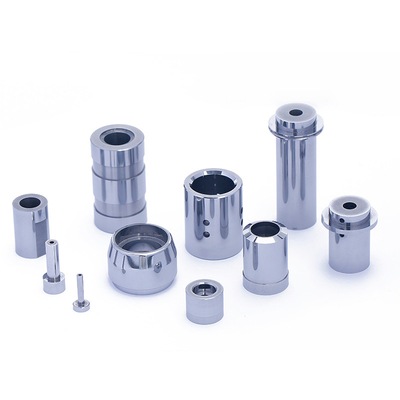
1Selección del material
- Carburo de tungsteno (ISO K10-K40):
Con dureza hasta HRA 92.5, es ideal para aplicaciones de alto desgaste como el estampado de pines de conectores electrónicos.
- Acero de alta velocidad en polvo (ASP® 30):
Apto para geometrías complejas, con dureza HRC 64-66 y tratamiento postcalor.
2. Optimización de acabado de superficie
- Proceso de pulido después de la EMD:
- Polido en bruto: # 400 ruedas de molienda de diamantes (Ra 0,4 μm → 0,2 μm).
- Polido fino: el pulido químico-mecánico (CMP) alcanza Ra < 0,05 μm.
- Drow de la serie PG muere:
La tecnología de pulido de espejo garantiza una rugosidad constante de la pieza estampada por debajo de Ra 0,1 μm.
3Gestión térmica
- Canales de refrigeración conformes:
Se mantendrá la temperatura de la matriz dentro de ±2 °C para minimizar la deformación térmica.
- Datos del caso:
Un cliente que fabricaba carcasas metálicas de teléfonos inteligentes aumentó la vida útil de 500k a 820k ciclos.
4Control de la tolerancia
- Mecanizado de micro agujeros:
Obtiene una tolerancia de perforación de ± 0,002 mm utilizando electrodos micro-EDM de 0,1 mm de diámetro.
-Submarca Drow Kinyet:
Los pines de punción PG garantizan una rectitud de 0,001 mm/100 mm.
5Protocolos de mantenimiento
- Comprobas diarias:
Limpiar el aceite residual con disolventes con pH neutro.
- Calibración mensual:
Verificar la planitud mediante interferometría láser (umbral ≤ 0,003 mm).

Enlaces internos:
- Estudio de caso: `/en/stamping-die-case-study`
- Libro blanco: `/es/normas de acabado de superficie
- Catálogo del producto: `/es/carburo de tungsteno-muere-`

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!