¿Qué es una herramienta de perforación de carburo?
Drow Carbide Precision Ltd. lanza una guía de la industria: Desmitificando la selección de herramientas de perforación de carburo
20 de febrero de 2025** - A medida que la inteligencia de fabricación se acelera, Drow Carbide Precision Ltd. lanzó hoy oficialmente el "Libro Blanco de Selección de Herramientas de Corte de Alta Precisión," proporcionar un análisis en profundidad de las características técnicas de las herramientas de perforación de carburo y de las estrategias de selección para las empresas de mecanizado.
### Análisis técnico de herramientas de perforación de carburo
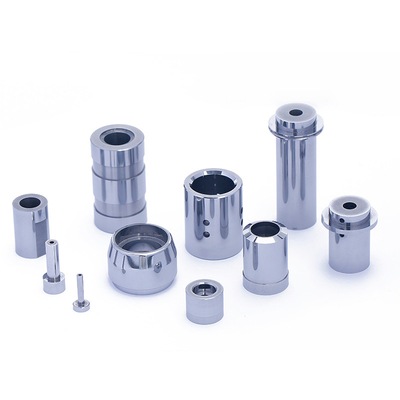
Las herramientas de perforación de carburo, fabricadas con materiales a base de carburo de tungsteno, demuestran ventajas sobresalientes:
- **Excepcional resistencia al desgaste**: dureza hasta HRA92-94, 5-8 veces más larga vida útil que las herramientas HSS
- ** Alta estabilidad térmica**: Resiste 800-1000°C para cortes de alta velocidad
- ** Mecanizado de precisión**: alcanza grados de tolerancia IT6-IT7 con rugosidad de superficie Ra0,4-0,8μm
### Metodología de selección de cinco dimensiones
El CTO de Drow Carbide recomienda considerar cinco dimensiones críticas:
1. ** Compatibilidad de los materiales**
Herramientas con recubrimiento CVD para hierro fundido, nano-recubrimiento PVD para acero inoxidable
2. ** Selección de herramientas específicas de la operación**
- El agujero de la cara:
▸ Adecuado para ranuras de aceite del bloque del motor (ancho 2-8 mm)
▸ Se recomienda la inserción de TPGX con ángulo de aproximación de 85°
▸ Velocidad de corte [v_c = 120-180 m/min] para aleaciones de aluminio
- Profilar aburrido:
▸ Mecanizado de contornos complejos en componentes aeroespaciales
▸ Utilizar cabezas de perforación de geometría variable con una repetibilidad de ±0,01 mm
▸ Geometría del rompehielos: [λ = 15°-20°] para el mecanizado del acero
- * Enhebrado interno *:
▸ Mecanizado de hilos métricos en colectores hidráulicos
▸ inserciones de tipo V de 60° con recubrimiento de TiAlN
▸ Rate de alimentación [f = pitch veces 0,7] para hilos métricos ISO
- ¿Qué es eso?
▸ Mecanizado posterior de las carcasas de las turbinas
▸ Cortadores de ángulo inverso con ángulo de conducción de 45°
▸ Requisito de rigidez: [k geq 200N/μm] en el saliente 5xD
- Aburrimiento interno.
▸ Finalización de agujeros de precisión general
▸ Sistemas de perforación modulares con resolución de ajuste de 0,001 mm
▸ Proporción entre profundidad y diámetro [L/D p. 4] sin soporte auxiliar
3. ** Parámetros geométricos **
Selección del ángulo γ de la barandilla en función de la dureza del material:
[
γ =
Comienzan los casos
8°-10° y texto{Ferro fundido}
12°-15° y texto{Alejado de aluminio}
En los casos siguientes:
]
4. **Sistemas de soporte de herramientas**
HSK para aplicaciones de alta velocidad (≤ 18.000 rpm) vs CAPTO para el corte pesado
5. **Capacidades de los proveedores**
Evaluar los servicios de configuración previa de herramientas, el soporte in situ y la capacidad de respuesta de la solución personalizada
**Acerca de Drow Carbide Precision Ltd.**
Como empresa nacional de alta tecnología, poseemos 12 patentes de herramientas de carburo y operamos grupos de rectificación de herramientas de 5 ejes de fabricación alemana, que ofrecen una personalización rápida de 72 horas.En la página web www.drowcn.cn.
* Contacto con los medios:
El gerente de ventas Sr. Chen. WhatsApp/Wechat: +8618975739143 Zalo/Telegrama: +8615622340665
Correo electrónico: csc@drowcn.cn*


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!